|
Rolling bearing parts-Pressing cage-Specification
1 范围
本标准规定了滚动轴承冲压保持架的材料、公差、表面处理、外观质量等技术要求及检验规则、标志、包装与贮存。
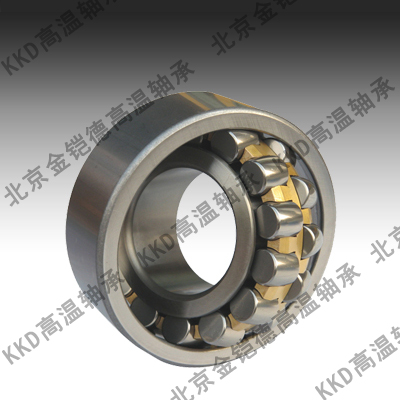
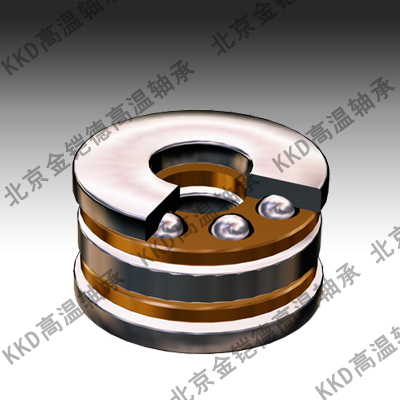
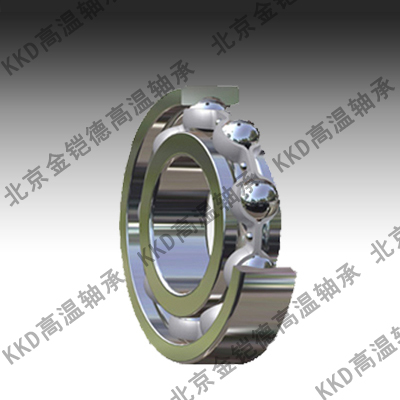
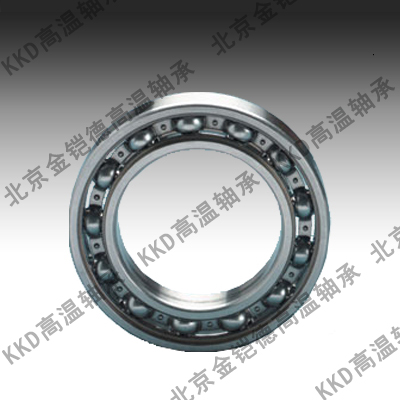
本标准适用于深沟球轴承带与不带铆钉孑㈠良型保持架、调心球轴承菊型和葵型保持架、圆柱滚子轴承槽型和双挡圈组合保持架、调心滚子轴承(对称滚子型)碗型保持架、滚针轴承K型和M型保持架、角接触球轴承C型保持架、圆锥滚子轴承筐型保持架、推力球轴承Ⅱ型保持架以及推力调心滚子轴承钵型保持架。
2 规范性引用文件
GB/T708―1988 冷轧钢板和钢带的尺寸、外形、重量及允许偏差
GB/T 2041―1989 黄铜板
GB/T 2048―1989 锡青铜板
GB/T2059―2000 铜及铜合金带材
GB/T 3078一1994 优质结构钢冷拉钢材技术条件
GB/T3275―1991 汽车制造用优质碳素结构钢热轧钢板和钢带
GB/T3280―1992 不锈钢冷轧钢板
GB/T4239―1991 不锈钢和耐热钢冷轧钢带
GB/T13237―1991 优质碳素结构钢冷轧薄钢板和钢带
JB/T3034―1993 滚动轴承油封防锈包装
JB/T7363―2002 滚动轴承零件碳氮共渗热处理技术条件
JB/T7918―1997 滚动轴承 向心滚针和保持架组件
JB/T 8921―1999 滚动轴承及其商品零件检验规则
YB/T5059―1993 低碳钢冷轧钢带
3 符号及定义
3.1 符号
3.2 定义
3.2.1
外径变动量 variation of outside diameter
与保持架端面的切平面平行的平面内,最大外径与最小外径之差。
3.2.2
单一小端外径偏差 deviation of a single small end outside diameter
单一小端外径与公称小端外径之差。
3.2.3
单―外径偏差 deviation of a single outside diameter
单一外径与公称外径之差。
3.2.4
内径变动量 variation of bore diameter
与保持架端面的切平面平行的平面内,最大内径与最小内径之差。
3.2.5
单―内径偏差 deviation of a single bore diameter
单一内径与公称内径之差。
3.2.6
单一兜孔(窗孔)中心圆直径偏差 deviation of a single pitch diameter of cage pocket
单一兜孔(窗孔)中心圆直径与公称兜孔(窗孔)中心节圆直径之差。
3.2.7
单―铆钉孔中心圆直径偏差 deviation of a single pitch diameter of rivet hole
单一铆钉孔中心圆直径与公称铆钉孔中心圆直径之差
3.2.8
宽度变动量 variation of width
保持架两端面之间的最大宽度与最小宽度之差。
3.2.9
底径变动量 variation of small end hole diameter
保持架最大底径与最小底径之差。
3.2.10
厚度变动量 variation of thickness
保持架的最大壁厚与最小壁厚之差。
3.2.11
梁宽变动量 variation of bar width
在与保持架底面平行的同一平面内,保持架最大梁宽与最小梁宽之差。
3.2.12
径向宽度变动量 variation of end bore width in radial direction
保持架最大径向宽度与最小径向宽度之差.
3.2.30
压坡面素线 press slope generatrix
滚动体素线与保持架窗孔压坡面的理论接触线。
3.2.31
压坡面素线对外径的径向跳动 radial runout of press slope generatrix to outside diameter
在同一保持架中,与保持架端面的切平面平行的平面内,压坡面素线与保持架外径的最大与最小径向距离之差。
3.2.32
压坡面素线的垂直度 squareness of press slope generatrix
在同一个保持架中,每个窗孔压坡面素线沿圆周方向对其垂直的理论平面与实际平面之差。
3.2.33 -
窗孔倾斜度 inclination of cage pocket
保持架窗孔的实际位置沿圆周方向与理论位置产生的倾斜偏差。
3.2.34
底面翘曲度 deflection of small end surface warping
不同角位置上压紧和放松保持架底面上对称的两侧,在与其成90°的角位置上沿轴向方向上最大与最小移动值之差。
4 技术要求
4.1 材料
4.1.1 浪型、菊型、葵型、槽型、K型、M型、C型、n型等保持架采用08Al、10、08冷轧低碳钢带或冷轧薄钢板制造,钢带技术要求应符合GB/T708―1988、GB/T 3275―1991、YB/T5059―1993的规定,表面质量为I组,磨光,切边:尺寸精度为较高精度;力学性能为“特软”;钢板技术要求应符合GB/T708―1988、GB/T13237―1991的规定,表面质量为I组;尺寸精度为A或B级,拉延级别为S或P级。
4.1.2 筐型保持架、碗型保持架、钵型保持架可采用10、08或08Al冷轧薄钢板制造,其技术要求应符合GB/T 708―1988、GB/T13237―1991的规定。表面质量为I或II组,尺寸精度为A或B级,拉延级别为S或P级。
4.1.3 冲压保持架材料厚度不小于4mm时,采用10或08热轧厚钢板制造,其技术要求应符合GB/T3275―1991的规定。尺寸精度为高级,拉延级别为S或P级,表面质量为Ⅱ组。
4.1.4 双挡圈组合保持架支柱,采用20号冷拉钢制造,其技术要求应符合GB/T3078―1994的规定。
4.1.5 各类黄铜冲压保持架采用H62冷轧铜带或铜板制造。其技术要求应符合GB/T 2059-2000或GB/T2041―1989的规定,尺寸精度为较高级,力学性能为“软”。
4.1.6 青铜冲压保持架采用QSn6.5-0.1青铜板制造,其技术要求应符合GB/T2048―1989的规定。
4.1.7 不锈钢冲压保持架,可采用0Crl8Ni9、1Crl8Ni9、1Crl8Ni9Ti、3Crl3、4Crl3冷轧不锈钢带或冷轧不锈钢板制造,其技术要求应符合GB/T4239―1991或GB/T3280―1992的规定。
4.1.8 同批材料的厚度差不应超出厚度允许公差的二分之一。
4.2 各类冲压保持架的公差与测量
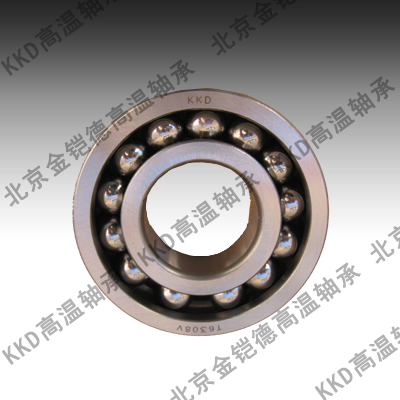
4.2.1 深沟球轴承带铆钉孔浪型保持架(见图1)
4.2.1.1 公差
4.2.1.2 测量方法
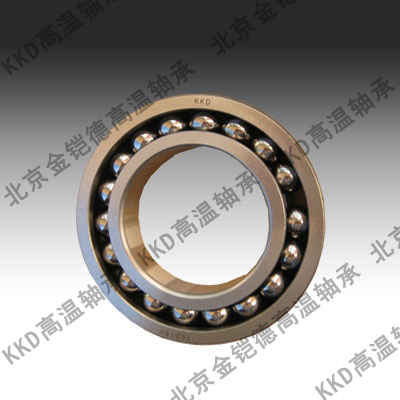
4.2.2 调心球轴承菊型和葵型保持架
4.2.2.1 公差
4.2.2.2 测量方法
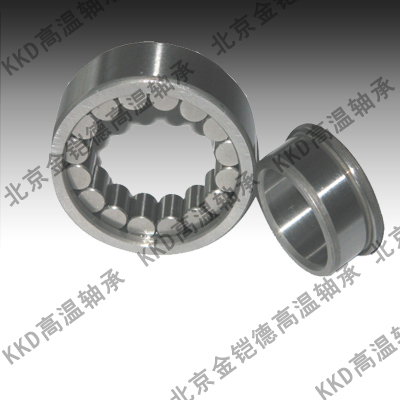
4.2.3 圆柱滚子轴承槽型保持架
4.2.3.1 公差
4.2.3.2 测量方法
4.2.4 圆柱滚子轴承双挡圈组合保持架
4.2.4.1 公差
4.2.4.2 测量方法
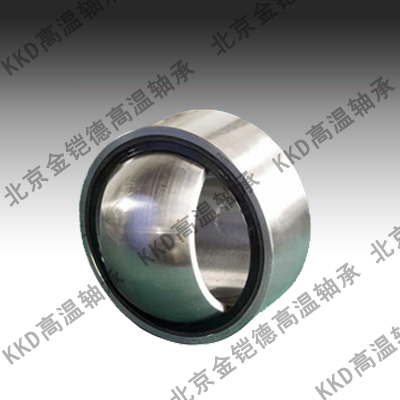
4.2.5 调心滚子轴承(对称滚子型)碗型保持架
4.2.5.1 公差
4.2.5.2 测量方法
4.2.6 滚针轴承K型和M型保持架
4.2.6.1 公差
4.2.6.2 测量方法
4.2.7 角接触轴承C型保持架
4.2.7.1 公差
4.2.7.2 测量方法
4.2.8 圆锥滚子轴承筐型保持架
4.2.8.1 公差
4.2.8.2 测量方法
4.2.9 推力球轴承Ⅱ型保持架
4.2.9.1 公差
4.2.9.2 测量方法
4.2.10 推力调心滚子轴承钵型保持架
4.2.10.1 公差
4.2.10.2 测量方法
4.3 表面处理
4.3.1 成品保持架应进行稳定和表面处理,表面应光洁.
4.3.2 成品保持架的渗碳、渗氮、镀铜、镀锌、镀银、磷化或氧化等表面处理应符合产品图样的要求,成品保持架的碳氮共渗热处理按JB/T7363--2002的规定。
4.4 外观质量
保持架的表面不应有锈蚀、裂纹、皱折、,毛刺及锐边。
5 检验规则
5.1 保持架的外观质量应100%进行检查。
5.2 保持架应按JB/T8921―1999进行验收,主项的可接收质量水平AQL值为1.0,次项的AQL值为4.0,样本大小按特殊检查水平S一4抽取。
6 标志、包装与贮存
6.1 经终检合格的成品保持架应进行清洗、防锈,按JB/T 3034―1993进行内包装、外包装后入库。在包装箱上应标记:使用的轴承代号、保持架数量、包装日期及生产厂名。
6.2 保持架在搬运过程中不应有变形。
6.3 保持架在存放期一年内不应有锈蚀。 |